


Johdanto
Valmistettu muovinen läppäkorkkimuotti asettaa erittäin korkeat vaatimukset sekä teknologialle että materiaaleille. Korkea-kovuus, kulutusta{2}}kestävät seosteräkset (kuten S136, H13 jne.) valitaan tyypillisesti muoteille kestämään toistuvaa kitkaa ja korkean{5}}paineen ruiskutuskulumista sarana-alueella. Käsittelyn kannalta sarana-alueen onkalo vaatii usein hidasta langan leikkaamista ja tarkkaa työstöä, jonka tarkkuus säädetään ±0,01 mm:n sisällä saranarakenteen yhtenäisyyden ja joustavuuden varmistamiseksi. Muotin jäähdytyskanavat on suunniteltava erityisesti saranan ympärille, jotta estetään ylikuumenemisen aiheuttama muovin hajoaminen. Pintakäsittelyä varten saranaontelo on usein tarkkuuskiillotettu, mikä vähentää irrotuskestävyyttä. Koko valmistusprosessi yhdistää tarkkuuskoneistuksen ja materiaalitieteen, mikä määrittää suoraan huipputuotteen käyttöiän ja avautumis-/sulkeutumistuntuman.
Tuotteen ominaisuudet
|
Muotoilumoduuli |
Muovinen ruiskumuotti |
Alkuperäpaikka |
Zhejiang, Kiina |
|
Tuotemerkki |
Younce |
Muotin tyyppi |
käännettävä pullonkorkkimuotti |
|
Tuotteen materiaali |
Teräs |
Rakennemateriaali |
P20, S136, H13 jne |
|
Muotin juoksija |
Kuuma/jäähdytetty juoksujärjestelmä |
Suunnitteluohjelmisto |
UG, CAD/CAM jne |
|
Pintakäsittely |
Kiillotusviimeistely |
Kovuuskäsittely |
Typpikäsittely, tyhjiöjäähdytys |
|
Käsittely |
Lankaleikkaus, nopea kaiverrus-, CNC, kiillotus jne. |
Elinikäinen |
Ainakin miljoona laukausta |
|
Muotin portin tyyppi |
Pisteportti, piilevä portti jne |
Pyöräilyaika |
Perustuu korkin kaulan kokoon, rakenteeseen jne |
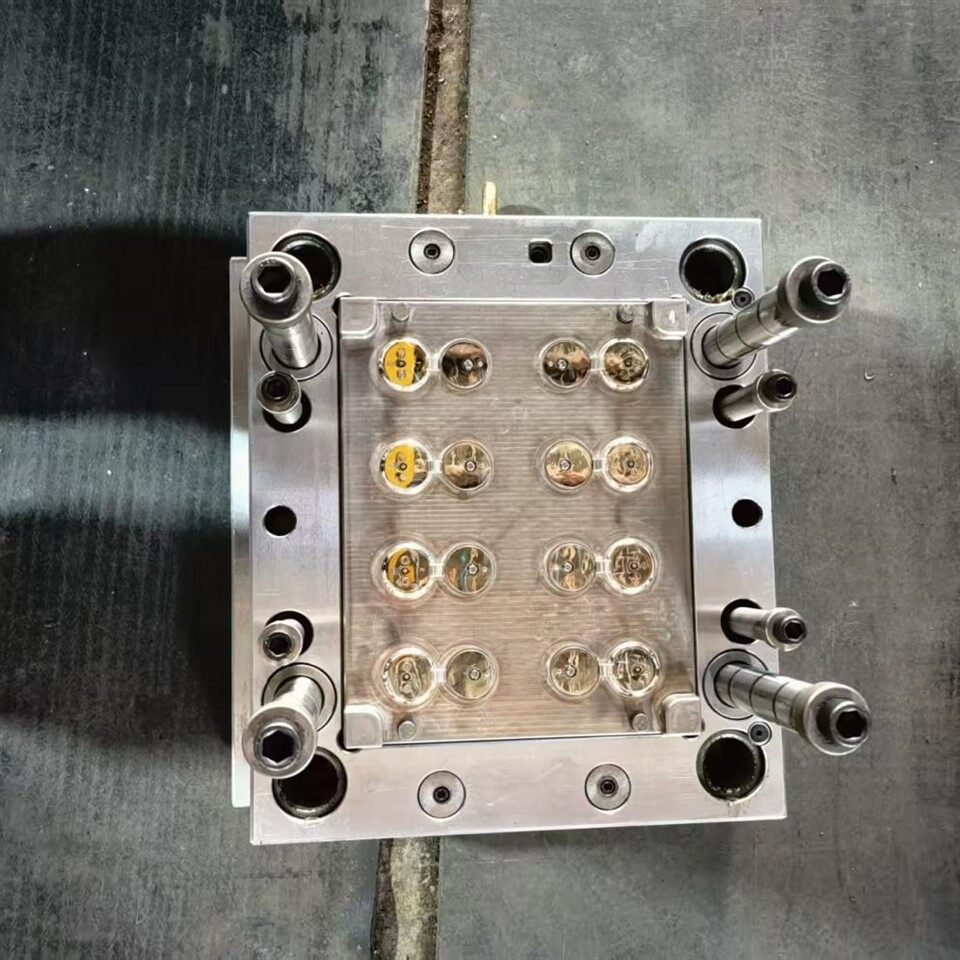
Ruiskuvalujärjestelmä

Flip top cap -muottien ruiskuvalu on tärkeä vaihe laadunvalvonnassa. Koska läppäkansien saranapinta-ala on ohut (yleensä vain 0,2-0,4 mm), ruiskuvalussa se vaatii hyvää juoksevuutta ja suurta sitkeyttä materiaalia (kuten PP, PA jne.). Tuotteiden epätäydellisen täytön tai jännityskeskittymisen välttämiseksi on oleellista säätää tarkasti pehmitinlämpötilaa, ruiskutusnopeutta ja pitopainetta. Flip-top-tuotteiden tyypillisiä vikoja ovat hitsauslinjat sarana-alueella, kutistumisjäljet korkissa ja epänormaalit avautumis- ja sulkeutumisäänet. Hitsauslinjat johtuvat usein riittämättömästä sulamislämpötilasta tai liian suuresta konvergenssikulmasta, jota voidaan parantaa nostamalla muotin lämpötilaa tai säätämällä portin asentoa. Kutistumisjäljet johtuvat riittämättömästä pitopaineesta tai epätasaisesta jäähdytyksestä, mikä vaatii mukautuvien jäähdytyskanavien käyttöä ja pidentynyttä pitoaikaa.
Edut
Flip top cap -muotissa on tyypillisesti monimutkaiset kaarevat pinnat, monimutkaiset napsautus{0}}sovitusmekanismit ja saranamekanismit, mikä asettaa erittäin korkeat vaatimukset koneistuksen tarkkuudelle. CNC-työstötekniikan ydinetu on sen ylivoimainen digitaalinen ohjauskyky. Esiohjelmoitujen-tarkkuustyöstöohjelmien avulla CNC-työstökoneet voivat jyrsiä ja kaivertaa muottiterästä mikroni-tason toistettavuudella. Olipa kyse sitten käännettävissä-yläliitoksissa vaadituista hyvin sovitetuista vastinpinnoista tai hienovaraisista tekstuureista ja viisteistä, neli-akselin CNC-työstöllä voidaan saavuttaa monimutkaisten kolmiulotteisten pintojen korkea-kiilto, mikä varmistaa mittatarkkuuden ja geometrisen ytimen toleranssin. Tätä kykyä ei voida saavuttaa perinteisellä manuaalisella työstyksellä tai tavallisilla työstökoneilla, sillä ne takaavat suoraan sujuvan avaamisen ja sulkemisen, tiukan istuvuuden ja erinomaisen ulkonäön lopulliselle{11}}huipputuotteelle.

Räätälöidyt suunnittelupalvelut



Käsittelykeskus



Sovellus
Olemme ammattimainen valmistaja ja toimittaja flip top cap -muotteille, kuten desinfiointiaineille, shampoon läppäkorkkimuotteille, terveystuotteiden läppäkorkkimuotteille, ruokaöljyn läppäkorkkimuotteille jne.




Pakkaus




FAQ
K: Kuinka käännettävä korkkimuotti varmistaa pullonkorkkien sujuvan avaamisen ja sulkemisen, tasaisen tunteen ja pitkän käyttöiän?
V: Käytämme korkean-neljän-akselin CNC-työstökeskuksia, joita täydennetään lanka-EDM:llä ja peili-EDM:llä varmistaaksemme, että avainkomponenttien, kuten saranoiden ja salpojen, mittatoleranssit ovat ±0,01 mm:n sisällä. Saranarakenne käyttää edistynyttä liikesimulaatiota jännityksen jakautumisen optimoimiseksi. Tärkeimmät komponentit, kuten ydin/ontelo, käyttävät esikarkaistuja, korroosion-kestäviä, peilipintaisia muottiteräksiä, kuten S136, H13 jne., ja ne käyvät läpi tyhjiökarkaisun, mikä varmistaa vakaan suorituskyvyn ja tasaisen tunteen jopa miljoonien jaksojen jälkeen.
K: Mitkä ovat muottien hyväksymisstandardit? Mitkä ovat tärkeimmät indikaattorit?
V: Hyväksymisstandardimme ylittävät paljon alan normit, mukaan lukien: ① Mittatarkkuus (kriittinen mitta CPK suurempi tai yhtä suuri kuin 1,33); ② Tuotteen ulkonäkö (ei välähdystä, kutistumista, virtausjälkiä tai muita vikoja); ③ Toimivuus (avaamis- ja sulkemismomentti ja tiivistyskyky täyttävät standardit); ④ Tuotantokapasiteetti (sopimuksessa sovitun tuotantosyklin täyttäminen tai ylittäminen); ⑤ Vakaus (jatkuva tuotanto ilman vikaa). Olet tervetullut vierailemaan tehtaallamme tai osallistumaan hyväksymisprosessiin suoran videolähetyksen kautta.
K: Ovatko muotin ylläpitokustannukset korkeat?
V: Koska muotissa käytetään korkealaatuisia-standardiosia ja kulutusta-kestävää terästä, päivittäinen huolto on hyvin yksinkertaista, ja siihen kuuluu pääasiassa säännöllinen puhdistus, voitelu ja ruosteenesto. Tarjoamme täyden opastuksen ja koulutuksen tekniselle henkilöstöllesi. Asianmukaisella huollolla muotin huoltojakso on pitkä, mikä johtaa alhaiseen-pitkän aikavälin ylläpitokustannuksiin.





